Clear Cannabis Expands to New Jersey
Company brings The CLEAR brand to the state with Kushi Labs.
Read More






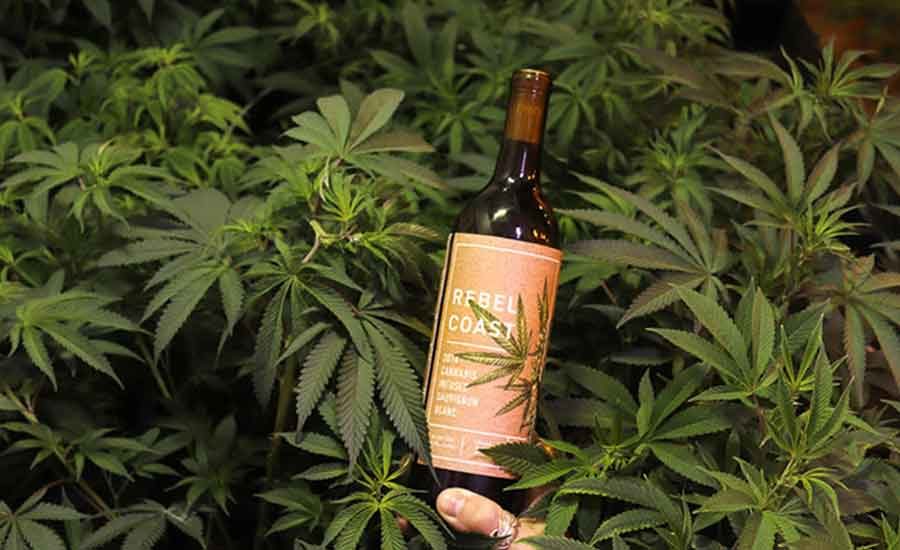
As more states legalize recreational marijuana, the varieties of pot-enhanced food and beverage will increase. Take a look at this Prepared Foods’ Product Gallery, highlighting several recent releases in the growing edibles market. Look out for continued interest and acceptance in a host of snacks, treats, and beverages that feature the added benefits of cannabis.
Posted: February 14, 2018
