Multisorb: Extend Freshness, Shelf Life
Multisorb introduces JerkyFresh® Oxygen Absorber System at IPPE
Multisorb Technologies used the International Production & Processing Expo (IPPE 2016) in Atlanta, to introduce a complete system solution for extending the shelf life of jerky products.
The Multisorb JerkyFresh system includes both oxygen absorbers to extend shelf life and dispensing equipment engineered specifically for jerky packaging lines. In-booth demonstrations of Multisorb's dispensing equipment were featured.
"With the continued popularity of jerky products, food processors need a complete, cost-effective system to protect their jerky from spoilage and flavor loss," says Bob Sabdo, market leader for North America Food and Beverage Packaging. "Multisorb's JerkyFresh system offers oxygen absorbers designed to provide shelf-life extension beyond other packaging methods and corresponding dispensing equipment for efficient operations."
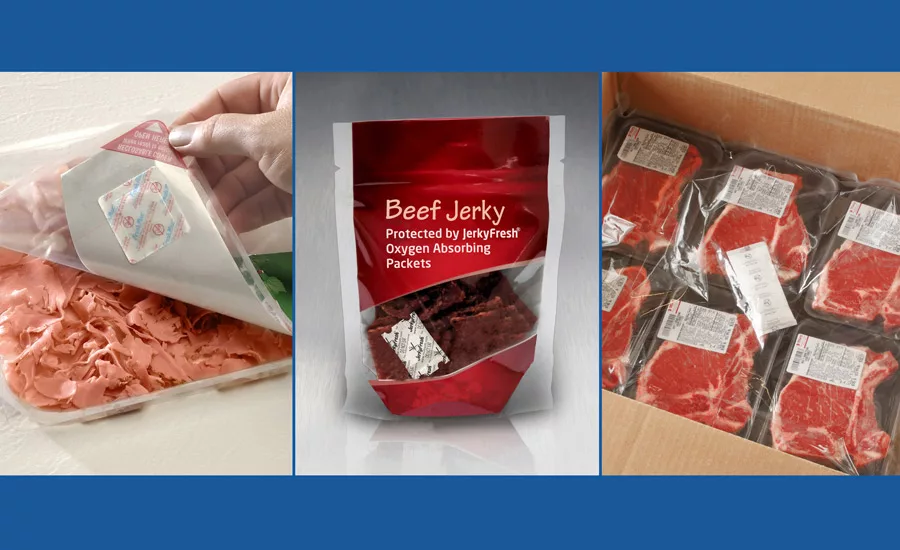
JerkyFresh oxygen absorbing packets are designed specifically to keep jerky products with a water activity level less than 0.85 fresh longer than atmospheric, gas flushing, or vacuum packaging alone. Available in a variety of sizes, the oxygen absorbers irreversibly absorb oxygen inside sealed packaging to less than 0.01% and maintain this level, keeping the jerky fresh and extending its shelf life.
JerkyFresh oxygen absorbers are manufactured in the USA using food grade materials in a CGMP compliant facility, certified to FSSC 22000 Food Safety Management System, a GFSI recognized global initiative.
Multisorb's dispensing equipment is also manufactured in the USA and designed to seamlessly integrate with virtually any packaging line. Systems are available for low- to high-speed applications. In-booth demonstrations of Multisorb's APA® Model 1000 will provide attendees a firsthand opportunity to see how the dispensing equipment works.
For immediate information, visit Multisorb’s JerkyFresh web page or view our video "JerkyFresh at Thrushwood Farms. Get the inside story."
Certified Safe
Multisorb Technologies is pleased to announce its Buffalo, N.Y. facility has received Food Safety Management System FSSC 22000 certification for the design, development, manufacture and distribution of sorbents to the food and beverage industries.
The certification demonstrates Multisorb's commitment to food safety and ability to manufacture products that will not cause harm to the food or consumers as defined by FSSC 22000. This certification is increasingly required by food processors to assure food safety in the supply chain. Multisorb is the leading company in its industry to achieve this certification.
FSSC 22000 was developed in response to the food industry's need for an independent ISO-based food safety certification. It provides a framework for companies to effectively manage their food safety responsibilities and is fully recognized by the Global Food Safety Initiative (GFSI). As a management system certification, FSSC 22000 requires longer and in-depth audits that also include a strong focus on management commitment, effectiveness and continuous improvement.
Multisorb's certification covers an extensive line of oxygen absorbers produced at its Buffalo FreshPax® oxygen absorbing packets and strips are one example of products manufactured at the site. These oxygen absorbers are designed to help protect packaged foods and other products against spoilage, mold growth, color change, rancidity, loss of nutritive values, and loss of quality.
The certification validates that the sorbent production areas for FreshPax and Multisorb's other oxygen absorber product lines produce food safe products and all reasonable hazards have been assessed and are under control. For processors, retailers and consumers, the certification validates that Multisorb's active packaging solutions provide the highest level of food safety in the industry for use in their food products.
About Multisorb Technologies
Multisorb Technologies has been an innovator in sorbent technology for over 50 years. Founded in 1961 by John S. Cullen to protect products against the damaging effects of moisture, today Multisorb is the world leader in the development and production of active packaging components.
Multisorb's corporate offices are located at:
325 Harlem Road
Buffalo, New York 14224 USA
Website: www.multisorb.com
Looking for a reprint of this article?
From high-res PDFs to custom plaques, order your copy today!

